宝鸡盛瑞金属有限责任公司重点推荐单位专注于钛材料、钛设备批发生产厂家
全国咨询热线
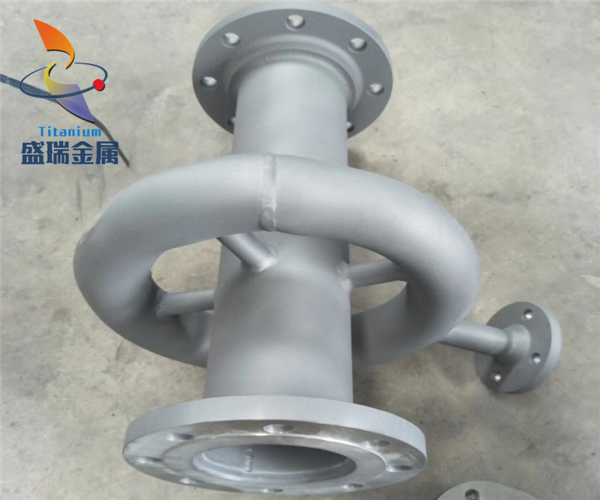
15319281296/0917-3376869焊接是钛设备制造过程中一项重要工艺。焊接方法很多,要根据钛设备或构件的设计构造和具体应用条件来选择适宜的焊接方法。
选择焊接方法所遵循的原则是保证焊接接头的质量、生产效率高、操作简便、成本较低等。其中保证焊缝质量应该放在第一位。只有充分认识到影响焊接质量的方方面面因素,才能达到保证焊接接头质量的目的。
钛具有很高的化学活泼性,与空气中的氧、氮有极高的亲和力。在较低温度下,钛与氧相互作用生成一层致密的氧化膜,随着温度升高,氧化膜的厚度随之增厚,超过600摄氏度后,钛开始吸收氧并使氧溶解到钛中。温度再升高,钛的活性就急剧增加,并与氧发生激烈反应而生成钛的氧化物。钛在300°C以上开始吸氢,在700°C以上开始吸收氮。氧和氮对钛污染的结果是使钛强度和硬度增高,而塑性降低。氧比氮的影响程度更大。
钛中氢的质量分数为0.01%~0.05%时,会使焊缝金属的冲击韧性急剧下降,而塑性却下降较少。这说明是氢化物引起的脆性(氢脆)。氢也是引发焊缝产生气孔的根源。
熔化焊焊接过程中,熔池像一个小的冶金炉,熔融金属暴露在大气中。如果不采取相应的防护措施使熔融的金属与空气隔绝,则氧、氮、氢等气体元素会融入钛中,形成脆性氧化物或氮化物,致使焊缝金属塑性降低,拉伸强度提高,严重的情况下将发生脆断,塑性等于0。

其他杂质指的是除去气体杂质外可能融入熔池的杂质。其来源可能是焊接操作环境不清洁,焊工戴脏手套触摸焊接件遗留下油污、焊接前用棉纱擦洗接头可能留下棉絮、焊接生产环境与钢铁焊接产生混合可能产生的铁锈、水分和其他一些有机物等。这些污染物在电弧高温作用下分解出氧、氢、氮、碳等元素,然后溶于溶触的钛中。当这些元素的量超过在钛中的溶解度时,便形成相应的化合物,如二氧化钛,氢化钛,氮化钛,碳化钛等。这些化合物随着熔池结晶而进入钛的晶格中,导致畸变外区,从而改变钛的力学性能。
有些微量元素少量融入钛中,如果量不超过允许的范围还是可以的,有时也是人们希望的。但超量的杂质元素含量是不允许的,特别是有机物杂质,有百害而无一利,这是因为这些杂质元素使得钛焊缝的力学性能变差,减低耐腐蚀特性外,还是寒风中产生气孔的根源。
钛是有同素异形体转变的金属。在886°C时开始发生组织的固态转变。886°C一下晶体结构为密排六方结构,成为α钛;高于886°C时α结构的钛转变为体心立方结构的β钛。这个转变过程是在熔池由液态变为固态的瞬间完成的。而这个瞬间长短差异对熔池的结晶形式有影响,瞬间越长越有利于柱状晶生长。由于钛具有熔点高(1668°C)、热容量大和导热性能差等特性,所以焊接时焊缝收到焊接线能量大小和焊缝强制冷却的好坏影响,寒风处于高温下滞留的瞬间就有差异。瞬间稍长给熔池结晶柱状晶长大和接头热影响区加宽提供了条件。这也是焊接接头塑性下降的主要原因之一。接头的拉伸强度端口往往发生在焊缝热影响区。为了降低这一不良影响,钛焊接时尽量采用较软的焊接规范,即用较小的焊接线能量和较快的冷却速度。
气孔是钛材焊接中常见的工艺缺陷。气孔生成的机制是:焊接过程中融入液态金属的气体经过扩散、脱溶、成核、长大等过程而形成气泡。由于熔池的凝固结晶速度很快,长大的气泡来不及逸出液态金属时就以气孔的形式残留在固态金属中。酿成气孔的氢气和一氧化碳等气体主要由有机物的污染物晶电弧热作用产生的。有时焊接前对焊件和焊材做了充分清洁、清洗、清漆保护的效果也理想,但寒风中仍然有气孔。这说明了起重要作用的污染源没有彻底清除。实践证明,有一个重要的气源往往被忽略,那就是空气中的水分。一个对比实验证明了这一点。在两种不通空气湿度的环境中焊接:一种情况是在阴雨天气环境中,相对湿度在90%以上焊接,另一种是在阳光明媚晴朗天气环境中,湿度小于40%焊接。其他的焊前清洁、清洗及焊接操作等完全相同。阴雨天空气湿度较大时钛焊缝中存在的气孔既多又大,而空气湿度较小的情况下的焊缝中没有见到气孔。这也充分说明了气孔产生和空气湿度大小是有重要关联的。
全国咨询热线:15319271020
传真:0917-3376869
E-mail:2048853592@qq.com
公司地址:陕西省宝鸡市高新区宝钛路温泉村工业园
 微信扫一扫
微信扫一扫  手机网站
手机网站 Copyright © 2020-2021 宝鸡盛瑞金属有限责任公司 All Rights Reserved. 备案号:陕ICP备2021003341号-1